引言:熱熔膠貼標機是將標簽經(jīng)過(guò)對標����、切刀���、真空標盤(pán)送標����、膠輥涂膠����,使得標簽按照一定的精度粘貼于圓柱體容器上����,以達到加工工藝要求�����。其關(guān)鍵在于出標的控制���、色標位置的調整及貼標精度����。
一�、工藝介紹:
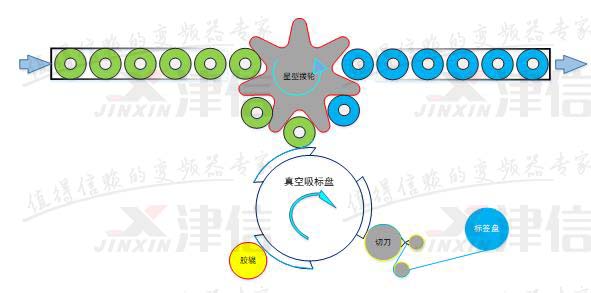
熱熔膠貼標機的主要機械結構如下圖所示:
如圖中所示��;設備采用了真空旋轉式標盤(pán)���,具有吸標���、傳輸�、貼標等多方面功能����,同時(shí)涂膠輥與切刀輥負責標簽的切斷與涂膠�����,并設有‘無(wú)瓶不出標’和‘無(wú)標不涂膠’功能�����,提高了貼標效率與工作的可靠性�。
二���、主要電氣配置及結構
1.電氣配置:
2.電氣結構
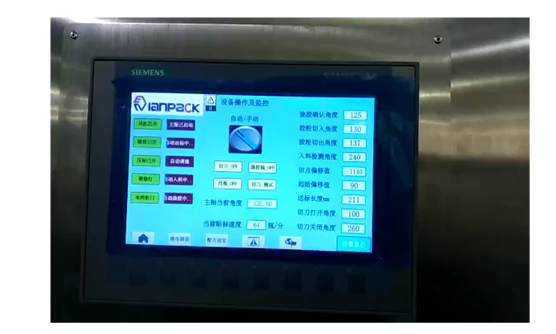
PLC與觸摸屏之間進(jìn)行Ethernet通訊�����,PLC與丹佛斯FC302變頻器之間進(jìn)行RS485通信�,通過(guò)觸摸屏可以設置標長(cháng)����、對標位置�����、出標起始位置等工藝參數����;FC302變頻器控制出標伺服電機�,以保證出標精度及響應精度���。
三��、開(kāi)發(fā)過(guò)程:
1.同步標記功能(SYNCM):
簡(jiǎn)介:SYNCM指令是指從機與主機進(jìn)行標記修正的角度/位置同步運動(dòng)控制���。
介紹:同步標記SYNCM指令功能與位置同步SYNCP指令功能相似�,都是控制從軸與主軸進(jìn)行角度/位置同步�����,但是SYNCM指令會(huì )執行額外的位置修正來(lái)使從站標記與主站標記對齊��。在啟動(dòng)同步標記時(shí)�,其初始行為類(lèi)似于位置同步���,但在檢測到第一組標記后����,標記修正便會(huì )開(kāi)始���。正是通過(guò)這種方式才能彌補打滑等現象帶來(lái)的同步誤差�����。
在同步結束后�,可確定每個(gè)主從標記的偏差(如果主站與從站的標記數量不同�,可確定每個(gè)n-th標記處的偏差)���。這將作為新的偏差被輸入至同步控制程序中�����,然后程序將會(huì )立即對這一偏差進(jìn)行補償�。但是在進(jìn)行偏差修正時(shí)�,從軸速度不得超過(guò)速度設定值VEL,與加速度設定值ACC或減速度設定值DEC���。
注意�����!
除了SYNCP所使用的參數外����,參數33-25 SYNCREADY與參數33-24 SYNCFAULT同樣很重要�����。
注意�!
由于下列參數可導致過(guò)定義�,因此必須確保這些參數值與實(shí)際機械傳動(dòng)因數信息一致�。
參數33-15,33-16主站與從站標記數量
參數33-17,33-18主站與從站標記距離
參數33-19,33-20主站與從站標記類(lèi)型
注意�!
自同步指令執行到下一個(gè)運動(dòng)命令或停止命令執行之前��,SYNCM指令只能被調用一次�����。如果重新執行SYNCM指令���,會(huì )導致同步運動(dòng)重新開(kāi)始����,達不到預期的同步效果��,因為重新執行SYNCM指令���,會(huì )復位當前實(shí)際的同步誤差SYNCERR���。
注意���!
當啟動(dòng)行為在參數33-23中定義之后�����,系統會(huì )等待第一個(gè)色標脈沖信號才啟動(dòng)SYNCM,然后才開(kāi)始應用33-12同步位置偏差進(jìn)行標記修正�����。
標記信號:標記信號可以來(lái)源于編碼器的Z相信號或者外部24V信號(I5 = 主站標記,I6 = 從站標記)�。
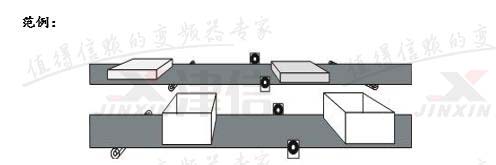
如上圖所示�,即使兩條輸送帶同步運行�,蓋子仍舊無(wú)法在正確的時(shí)間與盒子對齊�����,使用SYNCM指令時(shí)�,可通過(guò)外部標記對主機與從機之間的位置偏差進(jìn)行檢測����,并對可能出現的位置偏差進(jìn)行修正�����。
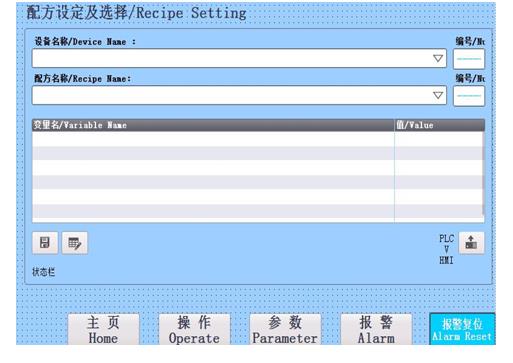
2.配方選擇
在實(shí)際使用中����,因客戶(hù)產(chǎn)品的多樣性��,需要不同的工藝參數���,通過(guò)西門(mén)子觸摸屏的配方功能����,可以保存客戶(hù)不同產(chǎn)品的工藝參數�����,并可以快速切換不同配方��,提高了設備的通用性�����。
四�、程序結構:
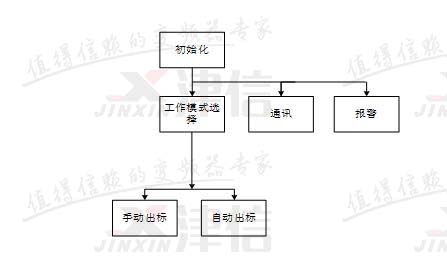
開(kāi)機后���,首先進(jìn)行程序的初始化�。初始化完成后同時(shí)調用工作模式選擇��、報警和PLC與變頻器之間的通訊程序��。工作模式中�,包含手動(dòng)出標��、自動(dòng)出標兩種狀態(tài)�����。報警程序用于對機器狀態(tài)進(jìn)行實(shí)時(shí)監控���,并根據故障情況執行相關(guān)動(dòng)作��。
五����、工作視頻:
六����、結束語(yǔ):
現場(chǎng)實(shí)際運行過(guò)程中�,完善的參數設置選項和監控功能保證了設備運行平穩高效����。丹佛斯FC302+永磁同步電機與丹佛斯MCO305運動(dòng)控制選件卡SYNCM指令的配合���,完美的解決了實(shí)際生產(chǎn)過(guò)程中����,由錯誤色標��、缺瓶�����、遺漏色標等引起的出標精度問(wèn)題�����,保證了產(chǎn)品的質(zhì)量��,得到客戶(hù)的一致好評�。
?